Principles and Dangers of Resonance
(By Wade Draper, WKC Group)
The consequence? Potentially thousands of tonnes of product loss, occupational hazards and the emergency decommissioning of certain piping sections or in some cases entire facilities, resulting in substantial project cost coupled with significant losses in revenue – a production supervisor’s worst nightmare!
The orchestra reaches its crescendo as an opera singer strides to the forefront. In her hand an innocuous wine glass held in toast and a note held in perfect unwavering pitch – a spellbinding euphony. The glass suddenly shatters to smithereens and is she is met with shocked applause from her captivated audience.
Using just her voice, she was able to cause the glass to vibrate to the point at which it shatters. “How?” you may ask. The answer – resonance.
Resonance of Waves
Picture a swinging pendulum – if you give a gentle nudge to the pendulum every time it reaches the height of its motion, you will quickly be able to get it to swing higher and higher without much effort. Only a tiny force is needed because you waited until it had displaced to the limit of its movement before providing a gentle push.
In terms of the physical nature of matter, the pushing force you have provided has been locked in phase with the motion of the pendulum and the frequency at which the force has been applied is exactly the same as the frequency at which the pendulum is swinging.
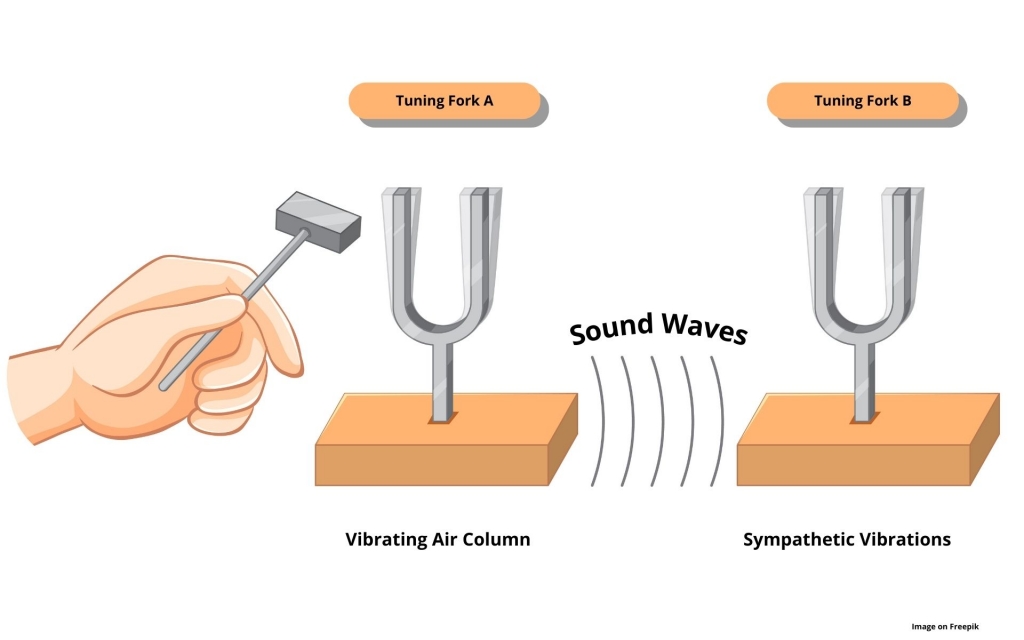
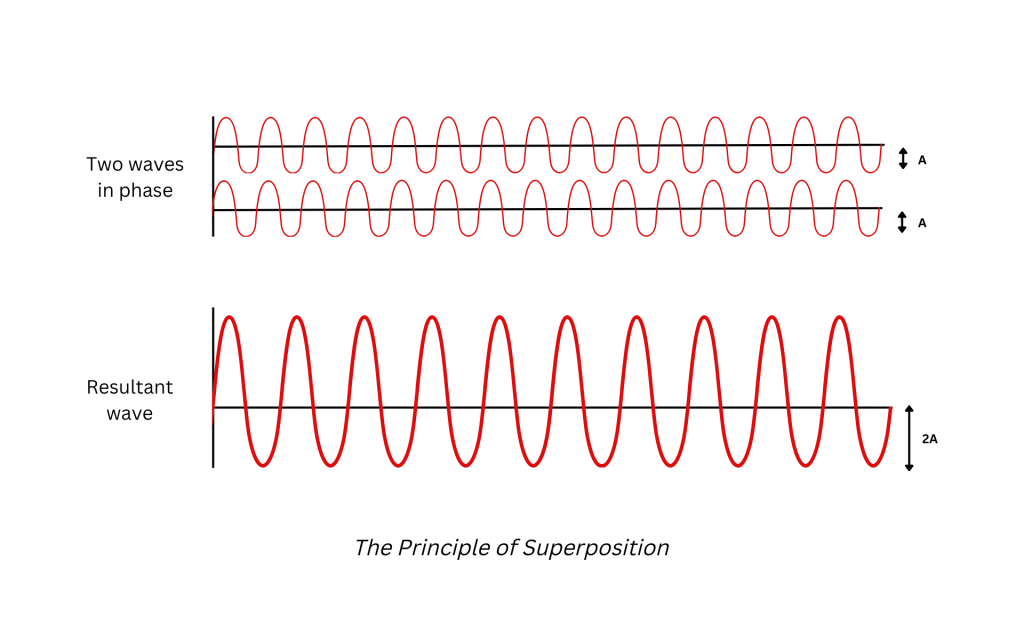
Similarly, the opera singer provided a pitch, that exactly matched the natural frequency (otherwise known as the resonant frequency) of the crystal glass, at a loudness sufficient to cause the amplitude of vibration emanating from her voice to superimpose onto the amplitude of vibration at the natural frequency of the glass, causing the glass molecules to displace – ultimately shattering the glass. This is the principle of resonance at work.
How does resonance apply to the vibration of process pipework?
When a pipe is vibrating dangerously, there is almost always resonance occurring. The extent of resonance is largely a result of the forces acting on it – these may arise from fluid flow, mechanical rotary equipment (such as pumps and compressors), adjacent pipework, lumped masses (such as valves), or any number of operational circumstances (expected or otherwise). It is this principle of resonance that has the potential to cause significant vibration issues – sometimes over the course of a very long period of time, and other times suddenly and unexpectedly. The consequence? Potentially thousands of tonnes of product loss, occupational hazards and the emergency decommissioning of certain piping sections or in some cases entire facilities, resulting in substantial project cost coupled with significant losses in revenue – a production supervisor’s worst nightmare!
What can we do to ensure that we have mitigated this risk as thoroughly as possible?
This has to do with managing the mode shape of the pipe. The mode shape is the shape made by the pipe’s deflection under the effects of vibration. Locations of zero deflection (i.e., displacement) are referred to as nodes, while locations of maximum deflection are referred to as antinodes.
The response of the pipe to an applied excitation is dependent upon the relationship between the frequency of excitation and the natural frequency of the pipe, as well as the location of the source of excitation relative to the nodes and antinodes of the respective mode shape(s) of the pipe.
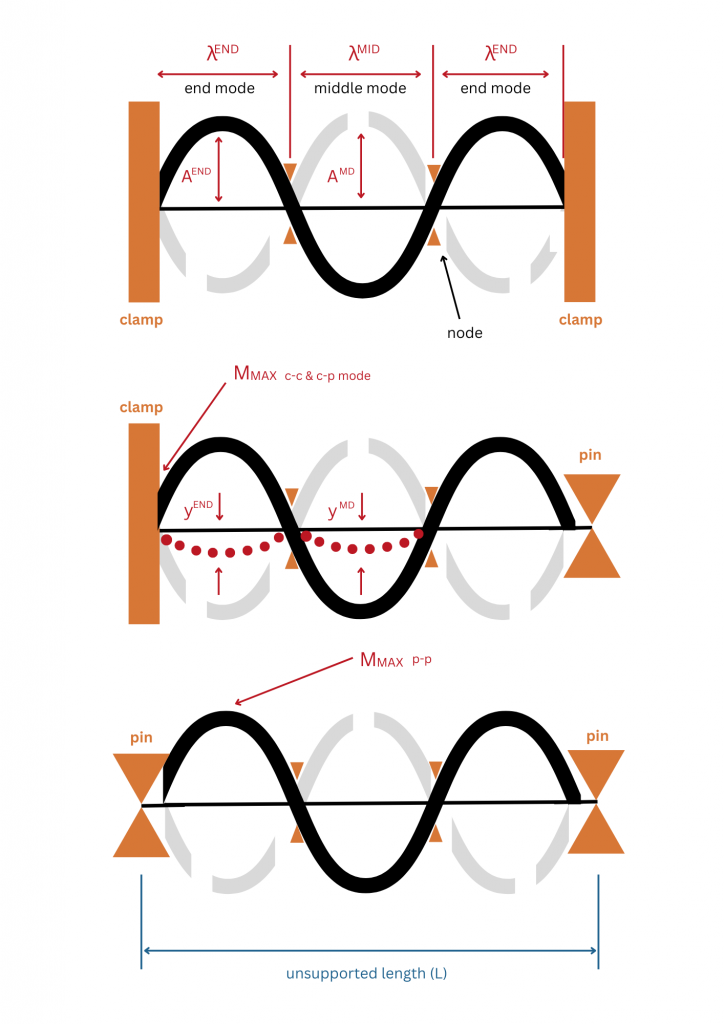
Mode Shapes and Supports
Luckily there are methods to predict the likelihood of failure of a pipe based on its cross section and placement (i.e., structural parameters like diameter, material type, wall thickness, and location of supports), as well as the momentum of the fluid flowing through it (which are governed by its velocity, density and viscosity). In fact, by moving the pipe supports, or increasing the number of supports upon a certain length of pipe (or any number of the factors mentioned above), we are able to change the mode shape, and thus the natural (resonant) frequency and resulting amplitudes of deflection. In a Flow-Induced Vibration Assessment we are able to optimise the piping system by analysis of the above factors – the most practical of which involves optimising the support arrangements.
WKC offer Flow-Induced Vibration Assessment, which is a study designed to minimise the effects of Flow-Induced Vibration by providing critical information on process pipework risk to designers and operators at a localised level – enabling effective and pragmatic problem solving.
Take control of your resonance and take control of your production profile. Don’t let disruptions take control of your project and your profit.